PCN Europe WebMag May 2024Issue #131 - 06/05/2024
Essential source of information for professionals in the broad field of processing industries since 2004
Quick access
Contents2 Industry News I: BASF, SABIC & Linde | Deutsche Messe3 Industry News II: Thyssenkrupp Uhde | Krohne | Endress + Hauser4 Industry News III: Fraunhofer | Emerson5 Safety & Security I: Wearin'6 Safety & Security II: Pepperl+Fuchs | Hans Turck7 Equipment & Machinery: Nord8 Equipment & Machinery II: Schenck Process | Gericke9 Equipment & Machinery III: Teknic | Bodine10 Equipment & Machinery III: proLogistik | Knick11 Measurement & Instrumentation I: Endress+Hauser12 Measurement & Instrumentation II: Emerson | ifm | Moore Industries13 Measurement & Instrumentation III: Vaisala | Bürkert14 Measurement & Instrumentation IV: Resolve Optics | InfraTec15 Automation & Communication: LAPP16Companies in this issue
Hans Turck GmbH & Co. KG7 Pepperl + Fuchs SE7Bodine Electric Company10 Bürkert Fluid Control Systems14 Emerson Automation Solutions - Systems5 Endress+Hauser Group Services12 Gericke9 Getriebebau NORD GmbH & Co. KG8 Hans Turck GmbH & Co. KG7 ifm electronic gmbh13 InfraTec GmbH Infrarotsensorik und Messtechnik15 Knick Elektronische Messgeräte11 Moore Industries13 Pepperl + Fuchs SE7 ProLogistik GmbH & Co KG11 Qlar (form. Schenck Process)9 Resolve Optics Ltd15 Teknic10 U.I. LAPP GmbH16 Vaisala Oyj, Industrial Measurements14



















#2 Contents
#3 Industry News I: BASF, SABIC & Linde | Deutsche Messe
#4 Industry News II: Thyssenkrupp Uhde | Krohne | Endress + Hauser
#5 Industry News III: Fraunhofer | Emerson
#6 Safety & Security I: Wearin'
#7 Safety & Security II: Pepperl+Fuchs | Hans Turck
#8 Equipment & Machinery: Nord
#9 Equipment & Machinery II: Schenck Process | Gericke
#10 Equipment & Machinery III: Teknic | Bodine
#11 Equipment & Machinery III: proLogistik | Knick
#12 Measurement & Instrumentation I: Endress+Hauser
#13 Measurement & Instrumentation II: Emerson | ifm | Moore Industries
#14 Measurement & Instrumentation III: Vaisala | Bürkert
#15 Measurement & Instrumentation IV: Resolve Optics | InfraTec
#16 Automation & Communication: LAPP
#17
#18
BASF, SABIC and LINDE celebrate start-up of Large-Scale Electrically Heated Steam Cracking Furnace
Joint development and construction of electric steam cracking furnaces at BASF’s Verbund site in Ludwigshafen. The technology has the potential to reduce CO2 emissions by at least 90% compared to conventional steam crackers.

On April 17 BASF, SABIC, and Linde have inaugurated the world’s first demonstration plant for large-scale electrically heated steam cracking furnaces. Following three years of development, engineering, and construction work, the regular operation of the demonstration plant is now ready to start at BASF’s Verbund site in Ludwigshafen, Germany. In March 2021 the three companies signed a joint agreement to develop and demonstrate solutions for electrically heated steam cracking furnaces.
Steam crackers play a central role in the production of basic chemicals and require a significant amount of energy to break down hydrocarbons into olefins and aromatics. Typically, the reaction is conducted in furnaces at temperatures of about 850 degrees Celsius. Up to now, these temperatures have been reached by using conventional fuels. The demonstration plant aims to show that continuous olefin production is possible using electricity as a heat source. By using electricity from renewable sources, the new technology has the potential to reduce CO2 emissions of one of the most energy-intensive production processes in the chemical industry by at least 90% compared to technologies commonly used today.
Gathering data and experience
The demonstration plant, which produces olefins, such as ethylene, propylene, and possibly also higher olefins from saturated hydrocarbon feedstock, is fully integrated into the existing steam crackers in Ludwigshafen. The upcoming operation serves the goal of gathering data and experiences about material behavior and processes under commercial operating conditions for the final development of this innovative technology to industrial market maturity. In two separate demonstration furnaces, two different heating concepts will be tested. While in one furnace, direct heating applies an electric current directly to the cracking coils, in the second furnace, indirect heating uses radiative heat of heating elements placed around the coils.
The two electrically heated furnaces together process around 4 tons of hydrocarbon feedstock per hour and consume 6 megawatts of renewable energy.
To support the development of the novel furnace technology, the project was granted €14.8 million by the German Federal Ministry for Economic Affairs and Climate Action under its “Decarbonization in Industry” funding program. The program is supporting energy-intensive industries in Germany in their efforts to achieve carbon neutrality.
“With the development of electrically operated steam cracking furnaces, we are getting our hands on a key technology that will help to significantly reduce greenhouse gas emissions in the chemical industry. It fills me with pride and joy that we have achieved this success together with our partners SABIC and Linde. The demonstration plant here in Ludwigshafen will provide us with valuable experience on the final step towards the industrial application of this technology”, said Dr. Martin Brudermüller, Chairman of the Board of Executive Directors of BASF SE.
Abdulrahman Al-Fageeh, CEO of SABIC stated; “The e-furnace’s technology holds huge potential for the sustainability of the global petrochemical industry. It can demonstrate the role that renewable electricity can play in higher efficiency and low-emission chemical processing. Through close collaboration, teamwork, intellectual property development, and advancing the best technical solutions holistically, the teams at SABIC, BASF and Linde have brought this project to this key stage. We are proud to be here together today to celebrate the power of collective action on our journey toward a circular carbon economy.”
“It is our common goal to demonstrate that it is possible to electrify the petrochemical industry and to operate a steam cracker with sustainably generated electricity. This outstanding joint project is a significant proof of how together we can develop ground-breaking technologies that will advance us on the journey towards net-zero CO2 emissions and climate-neutral industry,” said Jürgen Nowicki, CEO of Linde Engineering. “The STARBRIDGE™ technology brings the vision of an emission-free petrochemical industry a step closer.”
Based on the combined knowledge and intellectual property of the three parties collaborating to develop the new technologies, the demonstration unit in Ludwigshafen will be operated by BASF. Linde was responsible for the engineering, procurement, and construction of the plant. Linde will in the future commercialize the developed technologies under the new trademark STARBRIDGE™, enabling the petrochemical industry to decarbonize by replacing conventional fired technologies.
Positive Signals for the Industry from HANNOVER MESSE 2024
More than 130,000 visitors from 150 countries, 4,000 exhibiting companies, 300 startups and over 300 economic and political delegations from all over the world. These are the figures that emphasise the fair's position again after five successful days.

“HANNOVER MESSE 2024 was both an industrial powerhouse and a technology trade fair for the future,” remarked Dr. Jochen Köckler, Chairman of the Managing Board, Deutsche Messe AG, at the closing press conference for HANNOVER MESSE 2024. “It was an industrial powerhouse because visitors found answers to how they can profitably take advantage of automation, artificial intelligence, hydrogen and many other high-tech solutions in their factories, thus making them fit for the future. And it has been a future-oriented technology trade fair, since the innovations that drive industrial competitiveness and sustainability were on display here.”
Highly international visitors
The more than 130,000 visitors from 150 nations traded ideas with some 4,000 exhibiting companies on ways of digitalizing their value chains and making them more resilient. “This means we achieved our ambitious visitor target in a year where HANNOVER MESSE was smaller due to the biennial rotation of several of its component events,” said Köckler. More than 40 percent of visitors came from abroad. Apart from the host nation of Germany, the top visitor nations were China, the Netherlands, South Korea, the United States and Japan.
Dr. Gunther Kegel, President of the ZVEI association and Chairman of the HANNOVER MESSE Exhibitor Advisory Board, stated: “In the current difficult economic environment, this year’s Hannover Messe is a key morale booster. Companies from the electrical and digital industry have impressively demonstrated how innovations, especially the use of artificial intelligence, are opening up new options for more climate protection and greater efficiency in energy consumption and the use of resources. But also for more optimism. We can confidently take on major social challenges such as curbing global warming if we adopt the right measures and consistently pursue the path towards electrification, digitalization and automation. Hannover Messe has once again made the innovative strength of our companies visible and thus made an important contribution to strengthening Germany as an industrial location,” he concluded.
Thilo Brodtmann, Managing Director of the VDMA association, added, “Thinking far beyond day-to-day matters and developing solutions for digital and climate-neutral production – that is the goal of innovative mechanical engineering firms. At this year’s HANNOVER MESSE, they demonstrated how factories can be controlled more intelligently, how climate protection can be achieved more quickly with modern means of production and how autonomous systems can make production safer and more efficient on many levels. In addition, biology and its processes will move into production – the first steps here have already been taken. Hannover Messe remains the best place for all these innovations and for a true spirit of optimism, because manufacturers, customers, political decision-makers and the media come together here in greater numbers than anywhere else.”
From solutions such as the automation of entire production plants, the voice control of machines using AI, the efficient use of hydrogen in industry to the use of software to record and reduce the carbon footprint, HANNOVER MESSE offered a comprehensive picture of the technological opportunities for the industry of today and tomorrow. New fields such as the “biologization” of the economy and carbon management were also brought into focus. And the initiative to create sovereign data spaces for small and medium-sized industrial enterprises under the “Manufacturing X” label is also gaining momentum.
HANNOVER MESSE 2025 runs from 31 March to 4 April. Canada will be featured as the partner country.
Contract for Conceptual Design Study for Reduced-Emission Fertilizer Plant
thyssenkrupp Uhde and Genesis Fertilizers announce Pre-FEED for integrated ammonia/urea/UAS/UAN plant

thyssenkrupp Uhde and Genesis Fertilizers Limited Partnership ("Genesis Fertilizers”) have signed a Pre-FEED (frontend engineering and design) contract to conceptually develop an integrated fertilizer complex to be located at Belle Plaine, Saskatchewan in Canada. The proposed plant will be designed to produce 1,500 mtpd (metric tons per day) of ammonia, 2,600 mtpd of urea/UAS granulation, nitric acid and UAN plus the ability to produce Diesel Exhaust Fluid (DEF).
Focus on emission reduction
thyssenkrupp Uhde will provide engineering solutions for the integration of the above-listed objectives as a component of this Pre-FEED arrangement, with a key focus on minimizing plant emissions. thyssenkrupp Uhde's proven EnviNOx® technology, for example, will almost completely eliminate nitrogen oxides from nitric acid production. Furthermore, the design of the plant will consider the potential use of renewable-based hydrogen and electricity.
Jason Mann, President and CEO of Genesis Fertilizers: “Our primary goal is to ensure the supply of fertilizers to the farmers in Western Canada based on the most advanced technologies available with the lowest possible carbon footprint. We are pleased to be working with a strong industry partner that offers expertise in all the processes and technologies involved from a single source.”
Lucretia Löscher, COO thyssenkrupp Uhde: “This project is a further proof that the transition of the fertilizer industry towards more sustainability has started. Our expertise in clean fertilizer technologies and their integration is essential to support our customers on their journey to protect the climate.”
thyssenkrupp Uhde has more than 100 years of experience in the engineering and construction of chemical plants, with more than 2,500 built in total. 130 ammonia and fertilizer plants have been built, including some of the largest plants in the world.
Krohne Reaches Important Milestone in Ethernet-Apl Technology
In December 2023, KROHNE made Ethernet-APL demo devices available to selected customers. This step marks an important milestone in the company's own Ethernet APL development project for various sensor types.

Ethernet-APL technology is a revolution in the process industry: for the first time, a high data rate (10 Mbit/s) is combined with intrinsic safety for the field level. In addition, the technology enables a two-wire operation including power supply. KROHNE was a founding member of the Ethernet-APL consortium in 2018 and has thus actively promoted the technical design of the standard.
Customer interest in Ethernet-APL has been growing steadily for several years, particularly in the chemical industry, but also beyond. "With Ethernet-APL, we are fully digitalizing the field level," explains Dr Christoph Spiegel, Head of Strategic Product Management in the Electronics Division at KROHNE. "Our demonstrators already have most of the functions that are possible with this technology. They provide the implementation of PROFINET according to the PA (Process Automation) profile 4.0 with generic or alternatively manufacturer-specific GSD file. There is also an FDI package for use with all modern asset management systems and an integrated web server with a convenient user interface for simple commissioning and diagnostics."
On the way to first APL products
“We hope that we can obtain early feedback and test results via the demonstrators, including interoperability test results with various host systems," continues Spiegel. "We want to strengthen our customers' trust in KROHNE as a reliable partner that brings the latest technology into practice at an early stage. Ethernet-APL is still a very young technology, which is why we are working particularly closely with users here. Looking at the progress of the project, I am confident that KROHNE will be able to present the first Ethernet-APL devices by the end of the fourth quarter of 2024."
Solid Endress+Hauer Results in the Anniversary Year
Growth in incoming orders, sales, profit and employment reported for 2023 by Matthias Altendorf and Luc Schultheiss

Endress+Hauser has written the next chapter in its success story. The specialist for measurement and automation technology marked its 70th birthday in 2023, with celebrations worldwide. It also prepared the way for a change at the helm. And to cap it all off, the Group recorded strong figures for incoming orders, sales, profit and employment. Endress+Hauser is cautiously optimistic about 2024, the company declared at the annual media conference in Reinach, Switzerland.
Dr Peter Selders took over as the Group’s CEO at the start of this year, having previously served as managing director of the competence center for level and pressure measurement technology. His predecessor, Matthias Altendorf, is now president of the Supervisory Board. “Our common goal is to position Endress+Hauser well for future generations,” Altendorf said. Selders stated that he would foster the family-owned company’s further development “with long-term thinking and action.”
Endress+Hauser started 2023 with a record high volume of orders on hand. While the economic momentum slowed appreciably in the second half of the year, the company performed better than expected. “Our organic growth was so strong that both the negative currency effects and the loss of our Russia business couldn’t slow us down too much,” Altendorf said.
Growth in all regions and sectors
The Group’s net sales rose in 2023 by 11.0 percent to 3.719 billion euros. “Exchange rate effects cost us 3.9 percent of growth,” explained CFO Dr Luc Schultheiss. All sectors and regions contributed to the year’s positive performance. Growth in Europe and the Americas was above average; the greatest impetus came from the Middle East; and the USA moved up past China as the Group’s top-selling market, with Germany coming a distant third.
All core industries delivered good growth, with only the chemical sector in Europe performing weakly due to high energy prices. Endress+Hauser shipped more than 2.9 million sensors and systems worldwide in 2023. While the process business performed well, the laboratory business continued its decline as a result of the fall-off of the pandemic-related surge in demand. There was also a decline in the Group’s sensor business, which includes cyclical sectors such as building technology.
Profitability improved
Because material and personnel costs rose at a slower pace than sales, the Group’s operating profit grew by 20.3 percent to 573.0 million euros. Return on sales (ROS) climbed 0.6 points to 14.4 percent despite higher costs for interest and currency hedging. Net income improved by 14.5 percent to 408.7 million euros against the background of a slight increase in the tax rate.
Capital investments and innovations
In 2023 the Group invested 260.6 million euros in buildings and machinery, an increase of 8.4 percent. Over the past five years the Group has invested 1.131 billion euros of its own funds in improved infrastructure and high-performance networks, and plans for projects worth 570 million euros are currently underway. The largest of these projects involve the Group’s locations in Maulburg, Germany; Suzhou, China; Jena, Germany; Shanghai, China; Greenwood, Indiana, USA; and Waldheim, Germany.
Innovation across the board is a key driver of growth for Endress+Hauser. The Group has over 1,300 people directly involved in the development of new products, and in 2023 it spent 267.6 million euros, representing about 7.2 percent of its net sales, on research and development, an increase of 10.4 percent compared with 2022. Endress+Hauser has around 8,900 patents and patents pending, and 257 initial patent filings around the world testify to the sheer innovative power of its people.
Key role in the sustainable transformation of the industry
At the end of 2023 the Group had 16,532 employees – 715 more than at the same time in the previous year. Most of the new jobs were in production. In the annual EcoVadis sustainability benchmark Endress+Hauser scored 71 out of 100 points, achieving Gold status – a placement that puts the Group among the top 5 percent of all rated companies. The company last year also joined the Science Based Targets initiative (SBTi) and is committed to reducing its greenhouse gas emissions to net zero by 2050.
Selders named digitalization and sustainability as key topics. “They are drivers of our business. And they are closely linked, because we can only achieve sustainability at competitive costs through digitalization.” Measurement and analytical technology offer great leverage for making industrial processes more sustainable. This was shown at the 2023 Endress+Hauser Global Forum, where over 800 customers from around the world discussed how to sustainably transform the process industry.
Strategic partnership well on track
The planned strategic partnership with German sensor manufacturer SICK in the field of process automation should also be seen against this backdrop. “Our aim is to provide even more effective support to our customers with key issues like climate and environmental protection, the energy transition and the hydrogen economy,” explained the CEO. The objective of the partnership is to incorporate SICK’s gas flow measurement instruments and analyzers into the Endress+Hauser product offering.
This will involve integrating SICK’s process automation sales teams into the Endress+Hauser sales centers and moving production of SICK process technology into a joint venture. “The negotiations are progressing well,” commented Selders. It is envisaged that the agreement will be signed by mid-2024, with the partnership up and running by the beginning of 2025.
Company optimistic about 2024
The CEO expressed cautious optimism for the current financial year, noting that Endress+Hauser has 70 new products to even better support customers. “Incoming orders and net sales for the first three months have been better than expected. However, this growth is not yet broadly based,” he said, explaining that, after years of double-digit rates, the company was expecting single-digit growth for the current year. Endress+Hauser intends to create 300 new jobs worldwide. “We will do everything we can to ensure that we perform well in 2024 – just as we have for over 70 years,” Selders said.
Revamping the Plastics Recycling Chain - Flagship Project for the Circular Economy
Today, the majority of consumer goods and everyday items are made from petroleum-based plastics. In Germany alone, around six million tonnes of plastic waste is generated every year. About half of this is mechanically recycled into new materials; the rest is used for energy recovery. The incineration of this waste results in the release of CO2, a greenhouse gas. It is therefore important to keep more plastics in the material cycle for climate and environmental reasons. Eight Fraunhofer Institutes are developing new ideas and processes to significantly improve the mechanical recycling rate of plastics as part of the Waste4Future flagship project.

Many everyday items would be unthinkable without plastics such as polyethylene, polypropylene or polystyrene, all of which are made from fossil fuels. The problem is that Germany's mechanical recycling rate for plastics is still too low. Currently, more plastic waste is incinerated than mechanically recycled. Valuable materials are lost forever when waste is incinerated. In a truly circular economy, waste would not be incinerated. Instead, it would be reused and recycled either mechanically or chemically - or avoided in the first place. This not only reduces the demand for fossil-based resources, but also reduces the environmental impact of carbon emissions. What's more, the carbon content in the plastic would be preserved as an important resource for use in the chemical industry. Eight institutes and research units of the Fraunhofer-Gesellschaft are pooling their expertise in the flagship project Waste4Future to develop new solutions to this challenge, from raw materials, through material flows and process engineering, to the end of a product's life cycle. The project is coordinated by the Fraunhofer Institute for Materials Recycling and Resource Strategies (IWKS).
“Plastics are made from hydrocarbons. At the end of their service life, these are disposed of and are then sorted. Low-quality plastic with too much contamination is incinerated, while high-quality plastic is sorted according to color and sold as recycled material. But recycling these valuable materials according to type is complicated,” says Dr. Gert Homm, head of one of the sub-projects and research scientist at Fraunhofer IWKS in Alzenau. “A lot of packaging is not even considered recyclable by the sorting facilities and ends up in the incineration plant as residual waste. Many of today’s sensors fail to recognize black plastic, and even yogurt cartons with aluminum foil lids end up with the aluminum by mistake and then in residual waste.”
Today’s waste, tomorrow’s valuable resource
This is why the Waste4Future project is developing a sensor suite for sorting plants. Among other things, it can detect black particles in waste. An intelligent combination of different sensors in the suite, including infrared and terahertz sensors, will be able to determine both the parameters for sorting the material as pure as possible and how degraded the sample is. The age of the sample is relevant in assessing whether and how it is suitable for mechanical recycling. If something is too badly damaged, it can no longer be recycled mechanically, but only chemically. Both properties can be identified using the sensor suite. It uses sensor technology, some of which has been developed in-house, to detect and link different physical properties of the plastics (optical, thermal, etc.). The collected data is cross-linked and evaluated using machine learning techniques. In a sorting facility, the sensor suite is installed above the conveyor belt to identify the waste. Compressed air nozzles are then used to sort out either the desired target materials or the unwanted contaminants. Chlorinated plastics, such as polyvinyl chloride (PVC), can be a problem in chemical recycling. The chlorine content can lead to significant corrosion of the systems required for chemical recycling. In general, the purer the plastic, the higher the quality of the recycled material.
When the plastic is detected by the sensor, huge quantities of data are generated. “Digital twins help reduce the mass of data down to essential core data and pass this on to an evaluation model we are developing as part of the project, so revamping the formerly process-based recycling chain into a material-based one,” says the researcher. Factors such as energy consumption and carbon footprint are taken into account in the process. The combination of innovative sorting technology, digital twins, machine learning and evaluation model dynamically works out for a specific amount of waste which recycling route makes the most sense from a technical, ecological and financial point of view. The evaluation model calculates the impact on the environment and gives information on matters such as how much energy is required to produce one ton of new plastic. This energy consumption is compared against the energy required for energy recovery. The evaluation model analyzes the various options for recycling plastics to enable a true comparison.
Those involved in the project are investigating potential mechanical (melt extrusion, solvent-based purification and fractionation) and chemical (solvolysis, pyrolysis, gasification) recycling processes and testing them for their suitability for different compositions of plastic waste. By the time the project ends in December 2024, it will be possible to compare components made from old plastics against new materials.
Circular economy instead of energy recovery
“A sustainable society with climate-neutral processes demands significant adjustments to value chains, which can only be achieved through innovation. We are following up on this as part of the project by working out the best possible route for recycling as well as the optimal sorting process, taking financial and ecological considerations into account, thereby contributing to a significant reduction in carbon emissions compared to energy recovery and enabling a high degree of recycling for waste containing carbon,” says the physicist.
Fraunhofer institutes and research units involved:
• Fraunhofer Research Institution for Materials Recycling and Resource Strategies IWKS • Fraunhofer Institute for High Frequency Physics and Radar Techniques FHR • Fraunhofer Institute for Ceramic Technologies and Systems IKTS • Fraunhofer Institute for Structural Durability and System Reliability LBF • Fraunhofer Institute for Microstructure of Materials and Systems IMWS • Fraunhofer Institute for Optronics, System Technologies and Image Exploitation IOSB • Fraunhofer Institute for Process Engineering and Packaging IVV • Fraunhofer Institute for Nondestructive Testing IZFP
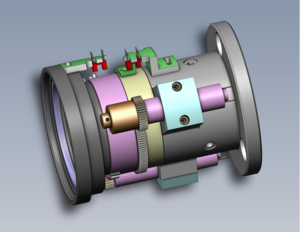
Achieving Emission-Free Gas-Powered Actuators
Methane emission regulations and reduction targets such as “Fit for 55” transform the technology used for pipeline shutdown
Achema 2022

Gas powered actuation is a technology used for a long time. From the technological side there is no need for a change. It still does the job well: moving fast and powerful when needed, no problems with the availability of the power. But there is an emission problem. And as the emission is methane, the negative effect to the climate is about 30 times that of carbon dioxide.
With its "Fit for 55" regulations the EU wants to achieve greenhouse gas emission reduction of at least 55% by 2030. To achieve this goal the Natural Gas Industry has to find ways to reduce methane emissions. Here the biggest role is played by compressor stations and transmission pipelines. They present a significant opportunity to reduce emissions.
Håkon Espvik, Emerson Product Manager Hydraulics in Ontario, Ohio explained in his session at the Emerson Exchange in Düsseldorf how the industry still can use the benefits of the gas-powered actuators, but without methane emissions.
The technology has a long track record and thanks to that many different customisations are available if needed. Compared with the other options of electric, pneumatic and electro-hydraulic actuation it offers the best combination of size, torque, speed and control and easy availability of the power source. But the problem with this thechnology is the emission of methane, as at the end of the actuation cycle the gas used goes out into the atmosphere and with a big valve of up to 48'' diameter in worst case this could mean emissions of up to 50 kh CO2E.
The Emerson ECAT (Emissions Controlled Actuation Technology) offers all the positive effects described and eliminates the emission problem by re-injecting the power source back into the pipeline.
For the new system to work an electric motor with control unit and thermal volume control is added to load an accumulator that stores the hydraulic power for the strokes and re-injects the gas used back to the pipeline. This makes the actuation independent from electricity.
For the installed base the ECAT is available as a retrofit option to bring down emissions. With bigger tanks (up to 110l) several actuators can be converted. But in cases you have remote location where the actuation is rarely used, you could even change to a manual setup replacing the electric motor for loading the accumulator.
In the US the ECAT is already installed in about 80 installations that the demonstrating a good way for the gas industry driving emissions down at that point without negative effects on speed or torque in the application.
Lone Worker Safety With Ultra-Reliable IoT Fall Detection and Alert Solution
Concrete producer PRO BETON’s lone worker protection equipment has incorporated Wearin's IoT solution, which alerts the control center in the event of an accident and detects falls with unrivalled reliability.
Explosion Protection & Safety

The Conextivity Group’s startup Wearin’ has developed a solution connecting the lone worker with the control center commissioned by concrete producer PRO BETON to ensure the safety of its teams of machine operators and cleaners working on production sites during the day, night and weekends.
Based on Internet of Things (IoT) technology and powered by AI, the solution comprises two platforms, one physical and the other digital, communicating with each other in real time. A device attached to the worker's vest, called the Wearin’ Brain, embeds three safety alert and detection systems: one to alert the control center via the Wearin’ SOS button that can be activated manually in the event of an accident; an inertial sensor that can automatically detect a fall (in case the alert cannot be raised manually); and GPS to pinpoint the precise location of the worker. Data and alerts are sent and collected via the Cloud to the Wearin' dashboard integrated into the central monitoring system, allowing the control center to take appropriate emergency and rescue measures according to the alerts they have received.
Safety features for high-risk areas
The reliability of the solution, in particular its advanced automatic fall detection system, makes the difference in securing lone working time and meeting the comfort and safety needs of our employees," explains Éric Guillot, Director of PRO BETON based in Geneva. "As they work alone in a noisy, high-risk environment, it's crucial for them to be able to rely on cutting-edge technology that incorporates all the necessary safety features so that the safety control center can intervene in a timely and appropriate manner in the event of an accident."
As its name suggests, the Wearin’ Brain attached to the worker's vest is the brain of the hardware and software systems in Wearin's IoT solution. Alvaro Goncalves, Technical Director at Wearin’, explains: "The Brain contains the SOS button, the fall detection sensor, the GPS system, a 10-hour battery enabling it to last an entire shift of PRO BETON employees without additional charging, as well as the LTE module for secure data transmission to the alarm center."
Avoiding false positives
The fall detection sensor designed by Wearin' offers unrivalled reliability on the market, minimizing the risk of false positives experienced with other, less advanced competing products. Aurélie Balsa, Embedded Software Manager at Wearin', emphasizes this key differentiator: "The critical problem faced by this type of system is the frequency of false positives and the impact they have on the worker. The detection provided by other products less advanced than ours is sometimes so unreliable that users, annoyed by repeated false alarms, end up disconnecting the system altogether. Wearin's solution comprises hardware, firmware and embedded algorithms. Based on data from our accelerometer and gyroscope, our algorithms reduce false positives to less than 1%, to the great satisfaction of users, who find it all the easier to adhere to this security system."
Jonathan Brossard, CEO of Conextivity Group, is delighted with this IoT platform which perfectly meets the particular needs of the lone worker market. "The trend we're seeing in this sector is a strong and genuine concern on the part of companies for the health and safety of their employees. These companies no longer want to limit themselves to ticking the boxes on safety checklists provided by regulatory authorities. They demand real solutions to the real-life issues specific to their operations. In this respect, Wearin' provides an end-to-end connectivity solution that is not only ultra-reliable, but also modular and scalable, capable of adapting to the specific security typologies and requirements of each client organization."
About Wearin’ – www.wearin.tech
Founded in 2019 by the 3rd generation of the Fischer family of Conextivity Group, Wearin' creates wearable IoT solutions that enhance safety and efficiency by improving situational awareness and enabling better coordination of connected humans such as lone workers, security agents, firefighters and first responders. Its solutions designed in its R&D center in Morges, Switzerland (Vaud) make high-risk work environments safer and smarter with real-time insights from user-generated field data.
Wearin' is part of the Conextivity Group, a global technology leader in high-performance connectivity solutions that manage power and data flows seamlessly from sensors and devices to the cloud and AI, enabling the emergence of new transverse and scalable ecosystems. With nearly 700 people worldwide, one Group R&D center located in Switzerland and supported by regional hubs, and six manufacturing sites, the group headquartered in Saint-Prex (Vaud, Switzerland) comprises two core businesses: Fischer Connectors and Wearin’.
Android 13 Tablet for Use in Hazardous Areas
New family members in versatile rugged tablet series
Automation & Communication, Industry 4.0, Maintenance

Pepperl+Fuchs announces the expansion of its Tab-Ex® tablet series with the Tab-Ex 04 Pro DZ2 / D2. Based on the rugged Samsung Galaxy TabActive4 Pro, the tablet features a brighter, 480 nit 10” touch screen paired with the latest hardware and connectivity options. Combining high performance with innovative applications such as augmented reality, the new device also provides users with a unique desktop-like experience outside of the field, thanks to DeX Mode.
The Tab-Ex 04 Pro DZ2 / D2 is ideally suited for IIoT-capable applications and simplifies data exchange with SCADA / DCS systems, enterprise resource planning systems, project management systems, and computer-aided system planning. Even with its large 10” screen, the new tablet is compact, lightweight, and ideal for a wide range of tasks such as inventory, material tracking, maintenance, and supply chain and asset management. In addition, documents and templates can be viewed on the tablet's 10-inch display, increasing process efficiency.
More Computing Power for Complex Applications
The Tab-Ex 04 Pro DZ2 / D2 runs on a high-performance Android 13 operating system, featuring a powerful Qualcomm SM7325-2-AB Octa-Core 4x 2.4 GHz + 4x 1.8 GHz processor with up to 6GB of RAM, depending on the model. This improved hardware is capable of supporting complex augmented reality applications. The software delivers all the underlying, existing data directly to the user in real time, while also making it shareable on the company network. Augmented reality provides more transparency and helps make processes safer and faster—from planning to operation and maintenance.
The Tab-Ex 04 Pro DZ2 / D2 also boasts 5G and Wi-Fi 6E connectivity for increased data connectivity speeds, ensuring seamless access to all information. It also features high-speed access to detailed master and repair data and other operational data, as well as connectivity that enables employees, experts, teams, and project groups to collaborate quickly and in real time.
Tablet as a Desktop Alternative
With Samsung DeX Mode, users can connect to workstations or larger monitors and work on the go with one easily portable device. Everyday projects and activities in the field can be brought to life on the big screen by connecting the Tab-Ex 04 Pro DZ2 / D2 to a monitor using a multiport connector and turning the tablet into a desktop PC. This allows videos, graphics, documents and classic Office applications to be viewed more closely on a larger screen. From the office to the shop floor, tasks such as retrieving equipment data, checking inventory, resource planning, and schematics can be done seamlessly anywhere. Additionally, costs can be reduced significantly, since there is no more need for office computers, effectively eliminating their management and support.
Whether in the oil and gas industry, refineries, chemical plants, the pharmaceutical industry, or along the hydrogen value chain — there are virtually no limits on the uses for industrial tablets. The Tab-Ex 04 Pro DZ2 / D2 is dust and water resistant due to degree of protection (IP68) and meets the MIL-STD-810H standard, which means it is shock and vibration resistant. In addition, the tablet carries NEC/CEC Class I, Div. 2 certifications and FCC/IC compliance test approvals. It is also tested and compatible with the networks of manifold mobile service providers.
The Tab-Ex 04 Pro DZ2 / D2 is part of the Pepperl+Fuchs interlinked, hazardous area mobile worker concept, which includes smartphones, tablets, peripherals, and software applications. Designed in cooperation with Samsung, the Tab-Ex 04 Pro DZ2 / D2 offers a long product life cycle, state-of-the-art technology, reliability (TCO), and security thanks to Samsung Knox.
Cabinet Guard with Simplified Commissioning
Monitoring Control Cabinet Climate with expanded functions for a wider application field
Measurement & Instrumentation

Turck has completely updated its IMX12-CCM control cabinet guard. The devices are now commissioned via haptic buttons instead of light sensors, making them even more intuitive. The temperature range has also been improved: a range of +25...70 degrees enables the devices to be used in control cabinets for remote I/O, which are often installed in areas that can become hot due to neighbouring systems or sunlight. Turck has also improved compatibility with isolating transducers that supply power to the devices in hazardous areas. The IMX12-CCM devices are compatible with isolating transducers from other manufacturers as well as from Turck.
Different software options
In addition to the completely redesigned IMX12-CCM, Turck offers other control cabinet protection devices for different scenarios and customer segments. Users who want to run their own condition monitoring software on a compact device can choose between the IMX-CCM40 or the IMX-CCM50 with Linux platform. For customers looking for a condition monitoring platform that can be parameterised without any programming knowledge, Turck offers the IMX-CCM60 with the pre-installed SIINEOS software platform. SIINEOS offers a wide range of ready-to-use applications to integrate the integrated interfaces and sensors as well as all standard network and industrial protocols.
Drive Solutions for Warehouse Logistics
Industry-optimised drive concepts with low weight and compact dimensions
Processing Machinery

Chain and roller conveyors, belt and pallet conveyors, container and overhead conveyors: In warehouse logistics, they all require reliable drives with sufficient power. This is guaranteed by the LogiDrive Basic and LogiDrive Advanced solutions from drive specialist NORD. Both are characterised by maximum user-friendliness, easy wiring, low weight and compact installation space. What sets them apart is the goal for which they have been optimised.
Focus on costs or energy efficiency
The Basic solution comprises an IE3 asynchronous motor, decentralised NORDAC ON frequency inverter and a gear unit from the NORD portfolio. The perfectly matched components meet all the requirements for warehouse applications and have a large adjustment range. This drive solution does not offer maximum efficiency but features low investment costs.
The LogiDrive Advanced solution offers highly efficient IE5+ synchronous motor with an decentralised NORDAC ON+ frequency inverter, specially designed for combination with the IE5+ motor and a NORD gear unit. This drive solution ensures maximum energy efficiency and thus achieves high savings in CO2 emissions. It achieves its very high efficiency via large speed and load ranges, and allows for a variant reduction. This is particularly attractive for large systems with numerous drives: Fewer drive variants in a system result in streamlined logistics, warehouse and service processes and thus in reduced administrative costs.
Meeting different requirements of users
The choice depends on the specific requirements of the application. Either way, the user gets a perfectly industry-optimised solution, including a frequency converter with integrated multi-protocol Ethernet interface. In addition, both solutions are equipped with all international certifications and can therefore be used worldwide, which is important for global companies.
Feeder System for Maximum Safety and Cleanliness
Modular system for continuous or batch processes in battery production
Equipment & Services

The production of lithium-ion batteries is complex. To ensure a high-performance, high-quality product, contamination of the slurry by metallic abrasion and the ingress of air and moisture must be avoided. At the same time, maximum feeding accuracy under challenging pressure conditions and a reliable containment concept are required. The new CS+ loss-in-weight feeder system from Schenck Process perfectly meets these different requirements.
Practical design for individual requirements
CS+ can be customized to meet individual customer requirements. The modular design makes it possible to cover a large feeding range with just one feeder type: CS+ is suitable for small quantities from 30 litres per hour as well as for high feeding capacities of up to 3,000 litres per hour. Schenck Process has placed particular emphasis on avoiding product contamination in the new development. To prevent metal-to-metal contact, components can be optionally coated. Smooth surfaces and limited relative speeds of the agitator and screw minimize metal abrasion. The patented design of the CS+ combines this with a quick-acting flap that prevents material from trickling out during the batch process.
The CS+ loss-in-weight feeder system also offers the user permanently high accuracy for consistently high product quality. Intelligent pressure management prevents the ingress of ambient air and moisture. This prevents pressure fluctuations from having a negative impact on the dosing accuracy. At the same time, the system impresses with its simple and practical design, which also allows several dosing units to be installed in the smallest of spaces. Last but not least, CS+ fits seamlessly into system concepts that rely on a consistent containment concept to limit dust emissions. The system complies with OEB class 4 and therefore minimizes the risk for users during production.
Cleaning Solution for Horizontal Shaft Mixers
Easy discharge and cleaning without bomb doors or manual intervention
Processing Machinery

Horizontal mixers are impressive due to their excellent mixing efficiency and low height requirements. In certain applications, there is an interest in emptying the mixers completely after a mixing process. This may be the case when changing recipes. Bomb doors are a common solution to facilitate discharge, but there could be a risk of leakage and they require frequent cleaning and maintenance. In addition, the instantaneous discharge flow created by bomb doors can lead to undesirable demixing effects. Bomb doors make large discharge hoppers under the mixers necessary. They are critical for cleaning and inspection.
Retrofitting option
Gericke's AirCIP system solves these problems by using a minimal amount of compressed air to create a pulsating effect that pushes the material out of the mixer through the discharge valves. The system also cleans the paddles and the inner walls of the mixer, ensuring no residues are left behind. The AirCIP system can be tailored to different products and applications, and it does not compromise the homogeneity or quality of the mix. There are multiple benefits of the AirCIP system: it reduces product loss, prevents cross-contamination, saves time and energy, and eliminates the need for manual cleaning between product changes. The system is compatible with Gericke's range of horizontal shaft mixers, such as the GMS Multiflux® and the GBM Gericke Batch Mixer, and it can also be retrofitted to existing mixers.
Washdown Servo Motors
IP66K / IP67 brushless versions withstand high pressure sprays
Equipment & Services

Teknic's new ClearPath™ brushless servo motor models are rated for washdown applications per IP66K / IP67 protection. These motors can withstand high-pressure sprays (IP66K) and short periods of submersion up to 1 meter (IP67). The rugged, reliable servos can power automation equipment in high-volume OEM markets, including medical, AOI, and CNC equipment. Oversized and permanently lubricated brand-name bearings, Class H high-temperature winding (180ºC), a fault-tolerant encoder design and fully sintered rare-earth magnets assure high quality and lasting reliability.
Multiple control options can be programmed for step and direction and digital I/O triggered motion, Teknic offers a rich C++ or C# library. Modbus (with ClearCore) EtherNet/IP (with ClearLink) and EtherCAT (available early 2024) and more communication interfaces are available. The state-of-the-art drive performance offers adaptive compensation for high inertial loads, velocity accuracy of 0.001%, patented vibration damping algorithms and an effective auto-tune.
Stainless-Steel Hollow Shaft Gearmotors
Corrosion resistant, non-ventilated units meet highest protection standards
Processing Machinery

Bodine Electric introduces six new type 56R1-50JW/H stainless steel hollow shaft gearmotors. These new geared motors combine a stainless-steel AC inverter-duty, 230/460 VAC motor with a stainless-steel hollow shaft gearhead. When used with an AC inverter (VFD) control, these gearmotors deliver variable speed and maintenance free operation over a wide speed range. Ideal for equipment that is subject to intensive cleaning, these new gearmotors also meet EU hygienic standards for food machinery. They are suitable for use in the food and beverage industry, pharmaceutical industry, and in permanently wet environments.
Built for Tough Environments
Designed to withstand constant exposure to high-pressure washdowns, Bodine’s new 56R1-50JW/H gearmotors feature high-grade, corrosion resistant stainless-steel housings and are fully watertight. The gearmotor’s smooth surface allows thorough and efficient cleaning, reducing the possibility of bacteria growth. The totally enclosed, non-ventilated (TENV) motor prevents airborne re-contamination caused by air movement from a cooling fan. The large, water-tight junction box is in the 12 o’clock position for easy access. The gearmotors meet IP-69K standards. Driven by a maintenance-free ½ HP AC inverter-duty 3 phase motor (230/460VAC), the gearmotors achieve up to 72 Nm torque and speeds from 29 to 176 rpm. The sealed gearmotor is available with gear ratios from 10:1 to 60:1, and it utilizes food-grade lubricant.
Compact Design
The new type 50JW/H hollow shaft gearmotors optimize mounting space, simplify installation, and reduce the number of required parts. They can be connected directly to the driven load eliminating expensive shaft couplings and mounting hardware that can be bulky and present alignment issues. These hollow shaft gearmotors offer left- or right-hand face mounts for maximum application flexibility. Accessories including a stainless-steel torque arm kit, a stainless-steel mounting flange kit, and single-extension and double-extension, 1-inch diameter stainless steel shaft kits are offered by Bodine. Also a stainless-steel shaft cover kit for the non-extension shaft side of the gearhead is available.
Stainless-Steel IPCs for Hygienic Food Production
Scratch-resistant and shatter-proof display with high protection class
Automation & Communication

The stainless steel IPCs from the pro-V-pad STEEL IP69k series for system and process control in harsh and hygiene-sensitive areas of food production will be presented at AnugaFoodTec 2024 by their manufacturer proLogistik. The special features include high impermeability against the ingress of particles and moisture - especially during steam jet cleaning. The stationary and mobile IPCs are specified for an operating temperature range of -30 °C to +50 °C - a heating module is optionally available. The food-safe materials are characterised by high media resistance. The housing with its scratch-resistant and shatter-proof display made of three millimetre thick safety glass (15.6" or 21.5") fulfils all relevant design hygiene requirements. The IPCs in the pro-V-pad STEEL IP69K series are designed for Windows, Android 10 and Linux operating systems and can be customised and functionally expanded in terms of design, processor technology, screen size, user interface, connectivity and much more.
The stainless steel IPCs from proLogistik are used for recording operating and machine data, for data and process visualisation or for quality assurance in the production, processing and packaging of foodstuffs. They can be operated without restriction in work gloves and special freezer gloves - and therefore offer maximum input safety and user ergonomics.
Consistently robust and hygienically designed
The stainless steel IPCs in the pro-V-pad STEEL IP69K series are consistently designed to meet the environmental requirements in damp and wet areas, such as those commonly found in cutting plants and dairies, filler and capper lines in beverage bottling plants and the processing and packaging of food and animal feed. The stainless-steel housing with IP69K protection reliably and permanently protects the electronics inside against the ingress of dirt, dust, liquids, moisture mist and high-pressure vapour. The V4A housing material offers maximum resistance to oxidative media and aggressive substances such as those contained in many of the cleaning agents and disinfectants commonly used in industry. proLogistik has ensured that the design is consistently hygienic in order to prevent dirt pockets, spore formers and germs: The housing of the pro-V-pad STEEL IP69K is free of transitions, gaps, recesses, undercuts or dead spaces in which bacteria or microorganisms could nest. The housing surfaces with their smooth, rounded edges are inclined to ensure complete, residue-free drainage of product residues or rinsing media. In addition, the smooth surface of the V4A material makes it more difficult for microorganisms to adhere and multiply and promotes their natural die-off rate. This increases microbiological safety and offers additional protection against the risk of contamination.
Modular Control System for Automated Sensor Cleaning
Flexibly expandable solution that is suitable for use with static and retractable fittings
Automation & Communication, Maintenance

In many measurement applications, pH sensors are exposed to contamination, corrosion and abrasion. To ensure functionality, the sensors must be cleaned regularly. However, in many applications, a fully automated sensor maintenance system has not yet been economical.
Modular automatic sensor cleaning
With the Uniclean 700 series, Knick introduces a modular control system that can be installed very quickly and cost-effectively as a flexible entry-level solution for automated sensor cleaning. With its innovative concept and focused functionality, the Uniclean 700 complements the portfolio of Uniclean 900 and Unical 9000 controllers, which are used in Knick's established cCare system for fully automated cleaning and calibration.
Flexible configuration
The modular design of the individual components gives the customer a high degree of flexibility. However, the compact design makes installation very easy. With the Uniclean 700 control systems, Knick offers the user a flexible and expandable solution that is suitable for use with both static and retractable valves. The valves can be operated pneumatically or, in the near future, hydraulically.
The cost-effective solution is used in waste water treatment plants and in the metal processing industry. This is where heavy soiling and high sensor wear are encountered. The Uniclean 700 series also excels in the food industry. In sugar factories, for example, sensors often become encrusted.
Entry-level solution for pH sensors
With the new series, Knick offers an entry-level system for automatic cleaning of pH sensors, which is valuable in many industries. Unlike the Uniclean 900, the Uniclean 700 models do not require the special control programme in the Protos transmitter. The cleaning process can be triggered by a simple switching signal, such as the relay contact of a Stratos Multi and Protos II, or by a simple push-button. The Uniclean 700 series also works with third party transmitters or fittings.
The modular design allows for easy conversions when needed. This means that cleaning control systems can be quickly adapted to process changes.
Used components can be reused and valves, for example, can be replaced quickly and easily. All necessary parts are available separately so that the final configuration of the Uniclean 710 and 720 can be carried out on site. The Uniclean 730 is supplied fully assembled and ready to use.
Precise Disinfection Monitoring for Consistent Beverage Quality
Water management is an increasingly important and challenging issue, particularly in light of concerns such as water scarcity. Greater value is thus being placed on disinfection processes. To protect against bacteria, viruses and other harmful organisms, drinking water requires disinfection and hygiene measures. This also applies to the environment in order that lakes and water-based activities can be enjoyed without hesitation. Disinfection processes play a large role in industrial processes as well. In the beverage industry, drinking water flows directly into the products, while surface waters are frequently used as a coolant in other segments such as energy generation.
Measurement & Instrumentation

Different applications utilize different disinfectants. Ozone is a common disinfectant in water treatment applications since it is highly reactive. Water distribution networks rely on chlorine or chlorine dioxide because they have a deposit effect that ensures the water safely reaches the consumer. In terms of coolant applications, the water is frequently disinfected with chlorine dioxide or free bromine because they break down biofilms directly and are effective across a wide pH range. Free bromine is employed as a disinfectant in seawater applications since the chlorination in this medium produces free bromine. Peracetic acid is commonly used in the food industry as it acts as a broad-spectrum disinfectant. Disinfection with free chlorine or chlorine dioxide is also used in the treatment of product water for the manufacture of soft drink beverages.
Ensuring consistent taste in the beverage industry
Raw water treatment plays a key role in terms of the safety and taste of the end product in beverage manufacturing. Although the raw water can vary depending on the location, manufacturers have strict requirements regarding its composition because the beverage must taste the same regardless of the production site. Raw water treatment occurs in several steps during soft drink manufacturing. The first step is to measure the turbidity of the water and feed it to a reverse osmosis system to reduce the concentration of dissolved substances – in other words desalinating the water. This results in taste-neutral treatment of the water, thus ensuring the beverage has a consistent taste.
In reverse osmosis, the natural osmosis process is reversed through a semi-permeable membrane under high pressure. The water penetrates the membrane while other substances are retained. If the raw water is disinfected prior to reverse osmosis, the chlorine must be completely removed, such as through active charcoal filtration, in order to protect the membrane.
The role of chlorine measurement for safe and efficient soft drink production
In many cases disinfection of the raw water occurs downstream from the reverse osmosis process. The disinfection process utilizes 0.3 mg/l of free chlorine, which corresponds to the allowable amount as outlined in the German drinking water regulations. The raw water is then freed of all residual chlorine via filtration since it must be completely free of chlorine before adding the beverage syrup.
However, this filtration is circumvented via a bypass once a week in order to clean the piping with chlorine at low temperatures using a so-called cold cleaning in place (cold CIP) process.
In order to monitor the removal of the chlorine and the cold CIP process, amperometric sensors are installed at two points to measure the amount of free chlorine:
• after filtration to determine if the water is chlorine-free
• in the piping system where the chlorine content must be maintained at 0.3 mg/l.
The special challenge here is the absence of chlorine over a longer period of time after filtration. With many amperometric sensors, this absence leads to a delayed response behavior, with the sensor essentially falling asleep. This can lead to product loss since the beverage syrup is added while undetected chlorine is present in the raw water after filtration. The Memosens CCS51E sensor from Endress+Hauser for measuring free chlorine exhibits no delayed response even after a longer period of inactivity, thus ensuring that any chlorine peaks do not go undetected. The sensor furthermore “notices” chlorinated water once a week when the filtration is bypassed. This tests the functionality of the sensor and ensures electrochemical activation. Compared to wet chemical analyzers that use the DPD method, which can provide a measurement value only every three minutes, inline measurements with amperometric sensors offer continuous measurements in which no peaks are overlooked.
Continuous measurements are furthermore beneficial for controlling the chlorine dosage. The fast measurement value means a more precise dosage: as little as possible, but enough for a reliable disinfection process. Achieving this degree of precision requires creating an adequate flow to the sensor membrane of 15 cm/s. If the sensor is calibrated once a year, the DPD calibration should be carried out by drawing the sample near the sensor, keeping the cuvette clean, observing the expiration date of the DPD reagents and avoiding air bubbles in the sample.
The amperometric sensors require no reagents, making them low maintenance. The new generation of Memosens sensors also stores more data regarding calibration and operating hours – such as the electrolyte counter – and the load, making it possible to develop a more efficient maintenance strategy tailored to the application.
Last but not least, the new generation of sensors is more efficient when it comes to commissioning. Once installed, only a short polarization cycle is required before they begin to display stable measurement values, thus ensuring that the plant is fully functional again within a short period of time.
With some beverage manufacturers, raw water treatment has developed to the point that they have to monitor not only the free chlorine levels but all disinfectant residues. Total chlorine sensors such as the Memosens CCS53E are suitable for these types of measurements. This sensor reliably and quickly monitors free (HC1, OC1) and combined (chloramines) chlorine, thus leading to an even safer product.
Summary
By relying on suitable measurement and dosage technologies that feature fast response behavior, beverage manufacturers can precisely treat their raw water to ensure consistent beverage quality. Reliable and continuous transmission of the measurement data ensures precise dosing of the disinfectant, resulting in increased process efficiency. The Memosens CCS51E and CCS53E sensors from Endress+Hauser meet all of these requirements and also offer connectivity to extended IIoT services through Memosens 2.0 technology for future-proof operation of the plant.
Author: Johannes Kienle, Product Manager, Endress+Hauser
Level and Flow Controller Reduces Complexity in Water and Wastewater Applications
Wizard guided user support for process optimisation and enhanced sustainability
Automation & Communication, Measurement & Instrumentation

Emerson has introduced its next-generation Rosemount™ 3490 controller for level and flow measurement applications, helping to reduce complexity, optimise processes and improve sustainability. Designed for maximum ease of use, the controller offers a full range of functionality for 4-20 mA or HART® compatible transmitters and is an ideal solution for applications in the water, wastewater and process industries.
Intuitive operation
The Rosemount 3490 is the first controller to offer simple-to-programme configuration wizards to help users set up the controller, making this process significantly less complex and time-consuming. To further enhance ease of use, the controller features a modern, intuitive graphical user interface, an easy-to-navigate menu structure and a backlit 4.3" colour LCD display, making it easy to operate and view device status.
By combining the Rosemount 3490 controller with Emerson's Rosemount 1208C non-contact radar level and flow transmitter, organisations can achieve accurate and reliable measurements with simple configuration via HART. This helps them optimise operational efficiency in a wide range of water and wastewater applications, including automatic control of up to six pumps, filtration operations, sludge handling, and flow in open channels, flumes and weirs. The rugged design of the controller and transmitter makes them ideal for use in the harsh environments typically found in these applications.
Easy data collection and sharing
The accuracy of level and flow measurements helps to prevent overfilling and water wastage, supporting increased sustainability. To ensure compliance with industry guidelines and regulations, the Rosemount 3490 simplifies reporting and documentation. It allows a variety of flow measurements to be summed, differentials to be calculated, and data to be easily logged and shared with regulatory agencies via a web interface with Ethernet connectivity.
Intelligent Vision Sensor with IO-Link
Multicode Reader for 1D, 2D and texts
Measurement & Instrumentation

The ifm O2I multicode reader is capable of the evaluation of different 1D and 2D codes and texts in a single image. Applications for this new vision sensor are primarily to be found in logistics. The O2I can be used to check the quality of codes and text information or to ensure traceability through-out the entire process. The O2I is equipped with integrated RGBW illumination or use in dark or shaded environments, enabling reliable detection of difficult colour combinations of code, text and background.
Communication via IO-Link
The reader uses the COM3 standard with a speed of 230.4 kbaud for data transmission via IO-Link. In order to improve the transferability of data with a size of more than 32 bytes, the data is automatically divided into several blocks and thus transferred to the controller as quickly as possible. In addition to transmission, IO-Link also simplifies the handling of the O2I multi-code reader. Thanks to a teach button, users can easily set up the sensor. This involves aligning the sensor to the code. The sensor then automatically performs focusing, code type detection and exposure adjustment. The multi-code reader is then ready for use within seconds. Basic configuration is done via a dedicated smartphone app, which can also be used to set triggers or the IP address. The smartphone generates a Data Matrix code. This is held in the O2I's field of view to configure the sensor.
Software Assistant
Even more extensive configuration is possible with the ifm Vision Assistant software. Using various logic functions, the user can program the sequence control within the sensor. This is complemented by intelligent detection: The O2I multi-code reader automatically recognises several differ-ent codes in an image. The codes can then be easily assigned via the Vision Assistant. The user always has an optimum overview thanks to a live image and comprehensive visualisation of the settings.
Digital Process and Temperature Meter
Shallow-depth 1/8’’ casing with IP65 front protection for outdoor use
Measurement & Instrumentation

Moore Industries announces the 330R2 1/8 DIN process and temperature panel meter to replace the discontinued 330R process monitor. The 330R2 covers a wide range of process and temperature applications with its universal input and dual process relays. It features a UV-resistant, sunlight-readable 4-digit display. With an operating temperature range of -40 to 65°C, the 330R2 is ideal for harsh outdoor environments. The 330R2 is housed in a 1/8 DIN case and accepts a wide range of analogue inputs including process voltage (0-5V, 1-5V, 0-10V, ±10V) and current (0-20mA, 4-20mA, ±20mA) inputs, 100 Ohm RTDs and the four most common thermocouples.
Free software for programming and monitoring
Highlights of the 330R2 include the ability to provide 24VDC to power the transmitter's 4-20mA signal with the high-level input powered units, simplifying wiring and reducing overall installation costs. In addition, an isolated 4-20mA output option is available for retransmission of process and temperature inputs. The 330R2 is a versatile and durable panel meter in a shallow 1/8 DIN housing with a NEMA 4X & IP65 front panel with adjustable display intensity, making the 330R2 particularly effective for outdoor applications. With 2 SPDT Form C relays, the 330R2 provides alarm and control flexibility for critical temperature and process loops, including pump control applications. UL & Canada-UL Listed, the 330R2 meets the safety requirements of UL 508 Industrial Control Equipment. The meter can be quickly and easily programmed from a PC or in the field. Programming in the field is carried out using the four push buttons on the front panel, or the unit can be programmed using the free programming and monitoring software. This programming software allows you to save configuration settings to a file. This makes it easy to program multiple meters.
Air Quality Sensor With Wide Detection Range
Real-time insights for the identification of top-priority pollutants across cities and industries
Measurement & Instrumentation

Vaisala announced the launch of the Air Quality Transmitter 560 (AQT560) a compact air quality sensor with a wide detection range — PM1, PM2.5, and PM10 — and a unique calibration system and algorithms that enable unmatched detection accuracy and efficiency.
The AQT560 stands out as the most dependable compact air quality sensor for measuring particle matter (PM). Its precision in detecting aerosol number concentration of particles within the size range of 0.3 to 10 microns is unparalleled. As a result, the sensor excels in accurately providing PM1 concentrations for sources primarily influenced by combustion (such as traffic, residential wood burning, and wildfires), PM2.5 concentrations dominated by long-range transport, and PM10 concentrations driven by abrasive processes (such as road dust, sandstorms, construction, and mining).
Designed for highest dependability
The AQT560’s particle measurement performance was tested against reference-grade sensors by the Norwegian Institute for Air Research (NILU). The new sensor achieved superior results during the independent research organization’s review, with performance rated as “very good,” especially regarding PM10 detection.
Leveraging Vaisala’s intelligent humidity control system and algorithms, the sensor detects the most important pollutant gases in ambient air, such as NO, NO2, CO, and O3. The sensor is designed for highest dependability with cutting-edge optical components and a rotary vane pump to provide optimal flow management and control, delivering trustworthy intelligence. It can be used standalone or with existing networks.
IO-Link Conductivity- and pH-Sensor
For easier access to diagnostic data of sensors
Measurement & Instrumentation

Bürkert is providing customers with more diagnostic data from its Type 8222 conductivity sensors and Type 8202 pH sensors by embedding the IO-Link and Bürkert büS industrial protocols into its ELEMENT Neutrino range of products. The digitisation of these products allows maintenance and operations to be streamlined through remote monitoring capabilities, supporting process uptime in water quality or chemical applications.
Traditionally, in-line probes in pipelines provide signals to controllers, which are then transmitted to PLCs. However, the setup of this system requires a lot of installation work, such as panel wiring - an expensive task. Another option is compact transmitters that can provide multiple outputs: usually a switching output and a milliamp output that can be used for the primary value such as pH or temperature. Some designs have an integrated display for ease of use, but this still requires the operator to be physically near the instrument to view alarms, min-max values and other parameters.
Remote digital diagnostics
However, the inclusion of IO-Link and Bürkert büS (the latter based on CANopen) in the ELEMENT Neutrino versions of the Type 8222 and Type 8202 provides a more powerful solution. Firstly, operators are no longer limited to a few outputs, but have access to a wealth of diagnostic data on many other factors that affect the performance and condition of the sensors.
And all of this can be accessed remotely. Depending on the operator's preference, real-time data can be made available at the PLC, in SCADA systems, in the cloud or in local storage. This gives OEMs, system integrators, contractors and end users a wide range of remote monitoring options.
Benefits for all sensor experts
The ability to streamline maintenance through remote monitoring is a key benefit. Diagnostics can be carried out to determine the condition of equipment and the nature of potential repairs before visiting the site. This allows the right spares to be prepared before leaving the workshop, avoiding multiple trips. This gives OEMs the opportunity to offer products that actively reduce maintenance requirements and costs. For end users, accurate real-time sensor and process data enables a more proactive approach to equipment maintenance which, combined with reduced maintenance, significantly improves uptime and productivity - all while reducing operating costs. System integrators benefit from easy commissioning and setting of sensor parameters via a laptop, eliminating the time and cost of wiring traditional systems. In addition, the use of industrial protocols provides more opportunities for integration with other equipment in a plant, such as valves.
The new IO-Link and Bürkert büS embedded products are complementary for water quality applications. The Type 8202 offers the ability to measure pH as well as the oxidation reduction potential (redox) of a fluid. Meanwhile, the Type 8222 assesses conductivity, detecting the levels of sodium chloride, hypochlorous acid or calcium carbonate (hardness) in water. It is also available for the Type 8228, an inductive conductivity meter that is popular in chemical applications.
Camera Lens with Switchable Day / Night Vision Operation
Optimised solution for a surveillance camera manufacturer
Equipment & Services

Resolve Optics has developed a bespoke lens capable of producing clear day and night vision images. Rob Watkinson, sales manager at Resolve Optics said “Our customer’s requirement was for a lens capable of focusing on 2 separate image planes serving different wavebands and be able to rapidly switch between them. One waveband being used for daylight operation and the other for night vision. Our team of engineers and designers came up with a novel optical solution that uses a combination of motors and photo interrupters to quickly drive the lens from one focus position to another. The lens was also equipped with a motorised iris to allow fast remote adjustment of the aperture to help compensate for the very different optimal lighting conditions during the day and at nighttime”.
The new motorised lens has been shown in operation to produce clear, sharp images with great colour reproduction, low noise and minimal distortion.
Managing Director of Resolve Optics, Mark Pontin added “With decades of experience we are uniquely placed to design and develop custom optical lenses for a wide range of imaging applications no matter what the format or required resolution”.
Customization with the highest possible availability
He added “When developing a new custom lens, we take the demands of your application into account from the very beginning. We can optimise lens performance for a certain working distance, over a specific waveband and design a lens to camera mount to exactly meet your requirements. Resolve Optics has also worked with customers to produce specialist imaging lenses that provide wide fields of view with little or no distortion and compact lens designs where the target application is space limited. Our imaging lenses can also be athermalized and ruggedised to withstand the harshest environments. To ensure security of supply, Resolve Optics will guarantee that your custom imaging lenses will be available for as long as they are required”.
SWIR Infrared Cameras for High Temperatures
High-resolution, radiometrically calibrated for temperatures from 300 to 1,700 °C
Measurement & Instrumentation

Specially designed for thermographic measurement tasks involving very high temperatures and challenging materials are SWIR infrared cameras ImageIR® 8100 and ImageIR® 9100. Both thermography systems operate in the shortwave infrared (SWIR) range and extend InfraTec's thermographic temperature measurement portfolio. In high-temperature applications between 300 °C and 1,700 °C, for example, they enable emissivity-optimised temperature measurements on metallic surfaces. Other applications include additive manufacturing and laser applications, welding processes and press hardening in the metal industry.
Different resolutions – radiometrically calibrated
The cameras do not require a mechanical cooler. This makes them suitable for maintenance-free continuous operation. With the new InfraTec SWIR cameras, users have at their disposal thermographic cameras that are equipped with a high degree of measurement accuracy as well as very good short and long-term stability.
Compact, robust and easy to handle
The modern interface concept makes it easy to control the camera and to acquire data in full frame format up to 237 Hz. Combined with the control and analysis software of the IRBIS® 3 family, the new SWIR infrared cameras from InfraTec are a versatile tool for numerous monitoring and measuring tasks.
With their compact design and low weight, the ImageIR® 8100 and ImageIR® 9100 SWIR infrared cameras are ideal for integration into existing system environments. The ImageIR® 8100 and ImageIR® 9100 are extremely rugged and perform well in harsh environments. With the included Software Development Kit (SDK), all camera features are easily accessible.
Field Level Upgrade
Ethernet APL is a game changer for networking at field level – especially for the process industry. It offers consistent networking with a single protocol, high speeds for cable lengths of up to 1000 metres and intrinsic safety for areas at risk of explosion.
Automation & Communication

Nowadays, factories are highly networked – which is the only way to exploit the benefits of Industry 4.0, such as increased process efficiency, higher quality or new business models for predictive maintenance. When it comes to networking technology, most firms opt for Ethernet. It offers high transfer rates and a unified protocol across all levels of the automation pyramid: from operating level with ERP and Office systems in offices to control cabinets at control level right down to - where exactly? At field level, where individual sensors report their switching signals and measured values, classic fieldbus systems still dominate, at least in the process industry. Like the PROFIBUS PA, for example, they are extremely slow with a maximum of 31.25 kBit/s and need gateways that will transfer fieldbus protocol into Ethernet protocol so that information at the top of the automation pyramid can be further processed. If you ask production experts why they are so stubbornly clinging to the old-fashioned solutions, you will mainly get the answer: because there are no connection systems for Ethernet that meet all requirements at field level.
In addition to a compact design and cable lengths of well over 100 metres, skeptics mainly point to the lack of explosion protection of these connections.
With Ethernet Advanced Physical Layer (APL for short), these objections no longer apply. Ethernet APL adds important properties to the Ethernet physical layer: it enables twoway communication over distances of up to 1000 metres at up to 10 Mbit/s and supplies connected devices with energy. Ethernet APL supports every Ethernet-based protocol. This is why several user organisations are working together on Ethernet APL, including the OPC Foundation and Profibus/Profinet International.
Intrinsically safe Ethernet
The process industry and companies with potentially explosive systems are particularly interested in Ethernet APL. For them, "normal" Ethernet was taboo in the past because it did not offer sufficient safety against flying sparks and fire. The new directive is based on this and sets high requirements for explosion protection.
This means that the amount of energy stored in the cable is limited and no sparks can be discharged. To this end, the electrical parameters for cables, such as capacity and inductance, are tight, and the shielding is designed to reliably block interference signals. In areas at a particularly high risk of explosion, the entire installation should be intrinsically safe. No sparks or fires are permitted whatsoever, even if the cable is cut through or if defective equipment is replaced during ongoing operation. IEC TS 60079-47, also known as 2-WISE, is significant here. The abbreviation stands for Two-wire Intrinsically Safe Ethernet. 2-WISE sets precise specifications for intrinsically safe Ethernet APL, both for technical properties of components and for the design, installation and documentation of a network.
Single-pair Ethernet cables are always the basis for Ethernet APL. SPE cables have only one core pair instead of four pairs, meaning they need less space, which makes installation easier in tight machines. These two cores are also used to supply power to connected devices.
Blue is for APL
LAPP is one of the pioneers in Single Pair Ethernet and is involved in Ethernet APL in the user committees. The leading provider of integrated solutions and branded products in the field of cable and connection technology offers two cables specifically for Ethernet APL: ETHERLINE® T1L Y FC 1x2x18/1 AWG and ETHERLINE® T1L Y 1x2x18/7 AWG. Both cables meet ISO/IEC 11801 and EN 50173 and the transmission properties in accordance with IEC-61156-13CD. They are also UL-certified, making them suitable for use in North America – a major advantage for export-oriented companies. Suitable for distances up to 1000 meters, they are flame retardant, UV and oil resistant. Both can supply devices with a power of up to 92 watts via Power over Dataline (PoDL). Both have the Fast Connect design developed by LAPP, meaning they can be stripped and assembled very easily. The only difference is ETHERLINE® T1L Y FC 1x2x18/1 AWG has conductors made of solid wire for fixed installation, while ETHERLINE® T1L Y 1x2x18/7 AWG, with its seven-wire conductor structure, is suitable for occasional mobile use. To ensure that the cables are suitable for use in practice, they were developed and jointly tested according to the requirements of a leading German chemical company.
On the outside, the two cables differ from conventional Ethernet or Profinet cables due to their blue sheath, which is defined in the directive for Ethernet APL. There are also minor internal differences compared to conventional SPE cables. Core diameter, stranding of the twisted pair, insulation thickness – several parameters had to be adjusted to meet the increased requirements for intrinsic explosion protection.
“Harmonising all these parameters in such a way that they meet the requirements for Ethernet APL is an art,” says Christian Illenseer, Product Manager for Industrial Communication at LAPP. For Mr Illenseer, when they are used in as many different application scenarios as possible, the wheat is really separated from the chaff.
Comprehensive certification means the two cables from LAPP are for universal use, for example in an open cable tray next to a power cable. Christian Illenseer advises companies, especially from the process industry, as well as installers to now look at Ethernet APL, as it brings useful innovations for greater safety in networking at field level: “Ethernet APL is an upgrade for field level that brings more power and more opportunities for digitalisation to the process industry while simultaneously ensuring maximum safety.”
B
Bodine Electric Company 10 Bürkert Fluid Control Systems 14E
Emerson Automation Solutions - Systems 5, 13 Endress+Hauser Group Services 12G
Gericke 9 Getriebebau NORD GmbH & Co. KG 8H
I
ifm electronic gmbh 13 InfraTec GmbH Infrarotsensorik und Messtechnik 15K
Knick Elektronische Messgeräte 11M
Moore Industries 13P
ProLogistik GmbH & Co KG 11Q
Qlar (form. Schenck Process) 9R
Resolve Optics Ltd 15T
Teknic 10U
U.I. LAPP GmbH 16V
Vaisala Oyj, Industrial Measurements 14W
Wearin' 6TIMGlobal Media BV
177 Chaussée de La Hulpe, Bte 20, 1170 Brussels, Belgium
o.erenberk@tim-europe.com - www.pcne.eu
- Editorial Director:Orhan Erenberko.erenberk@tim-europe.com
- Editor:Kay Petermann k.petermann@tim-europe.com
- Associate Publisher:Marco Marangonim.marangoni@tim-europe.com
- Production & Order Administration:Francesca Lorinif.lorini@tim-europe.com
- Website & Newsletter:Marco Prinarim.prinari@tim-europe.com
- Marketing Manager:Marco Prinarim.prinari@tim-europe.com
- President:Orhan Erenberko.erenberk@tim-europe.com
Advertising Sales
Tel: +41 41 850 44 24
Tel: +32-(0)11-224397
Fax: +32-(0)11-224397
Tel: +32 (0) 2 318 67 37
Tel: +49-(0)9771-1779007
Tel: +39-02-7030 0088
Turkey
Tel: +90 (0) 212 366 02 76
Tel: +44 (0)79 70 61 29 95
John Murphy
Tel: +1 616 682 4790
Fax: +1 616 682 4791
Incom Co. Ltd
Tel: +81-(0)3-3260-7871
Fax: +81-(0)3-3260-7833
Tel: +39(0)2-7030631
- PCN Europe December 2025 WebMag Essential source of information for professionals in the broad field of processing industries since 2004
- PCN Europe WebMag October 2025 Essential source of information for professionals in the broad field of processing industries since 2004
- PCN Europe WebMag August 2025 Essential source of information for professionals in the broad field of processing industries since 2004
- WebMag PCN Europe July 2025 Essential source of information for professionals in the broad field of processing industries since 2004
- PCN Europe WebMag April 2025 Essential source of information for professionals in the broad field of processing industries since 2004
- WebMag January/February 2025 Essential source of information for professionals in the broad field of processing industries since 2004
- PCN Europe WebMag August 2024 Essential source of information for professionals in the broad field of processing industries since 2004
- WebMag PCN Europe July 2024 Essential source of information for professionals in the broad field of processing industries since 2004
- PCN Europe WebMag May 2024 Essential source of information for professionals in the broad field of processing industries since 2004
- PCN Europe WebMag January/February 2024 Essential source of information for professionals in the broad field of processing industries since 2004